加工定制是
外形尺寸定制
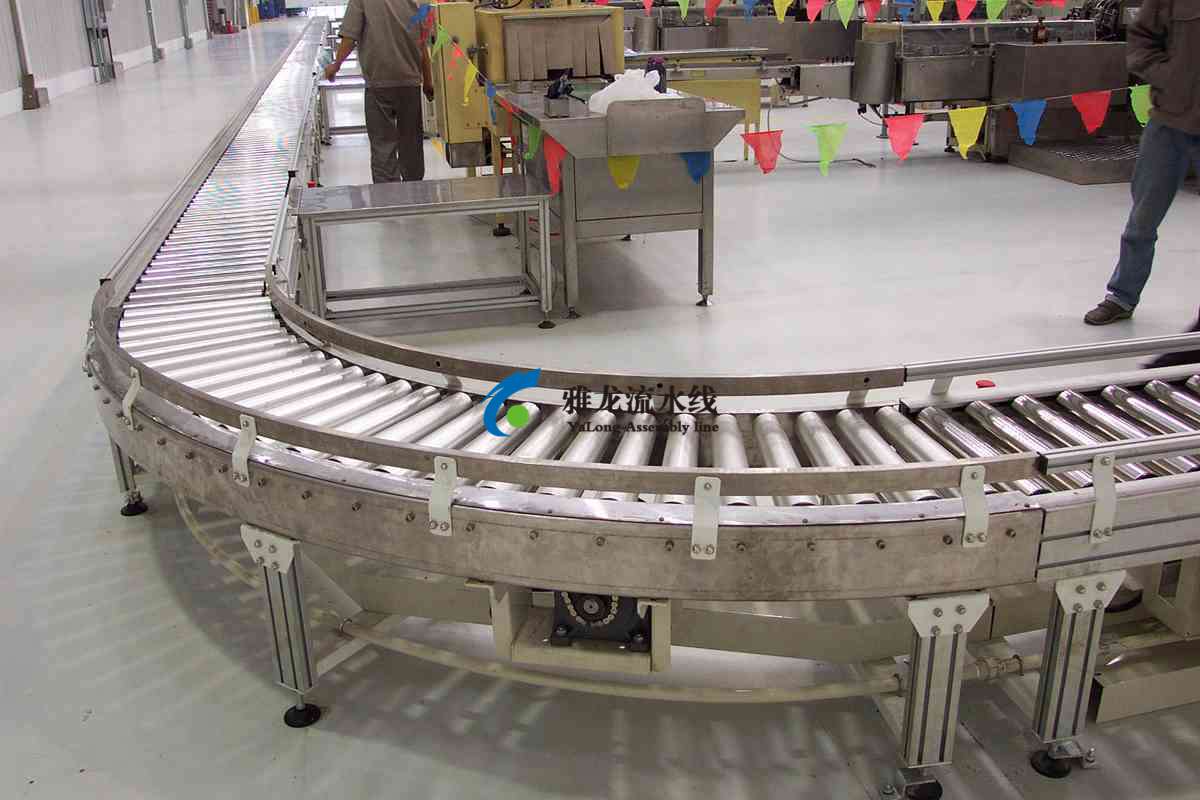
品名生产流水线
可售地全国
产地安徽
应用范围机械工业,家具,电工电气
当 前真空包装机市场正在向多样化发展,主要表现在新技术、生产线、多功能以及自动化等方向发展。在包装方法上真空包装机大量选用充气包装来取代之前的真装,将充气包装机、包装材料以及充气体成分这3个方面结合起来,并且在控制技术上,更多的选用微电子技术与计算机技术。真空包装机的生产效率已从每分钟数件发展到数十件,热成型-充填-封口机的生产可达500件/分以上。

单件流水又叫单元同步流水,单件流水是把人员、设备、物流进行综合有效利用,有组织、有计划、有目标的进度每个单元平衡生产!在生产活动中,生产批量以一个为批量,前后工序间无停滞,每完成一道工序自检一道工序,传递一个的生产方式称之为一个流的生产方式,简称单件流,有以下特点。
1、目标管理:产能目标化,由工业工程人员把产品的每个单元(工序)进行目标产能设定;
2、时间管理:时间定量化,由工业工程人员把产品的每个单元(工序)进行目标操作时间的设定;
3、成品出产快,质量问题反应迅速,零批量品质事故;
4、前推后拉式:它与传统生产方式不同,传统生产方式,生产线处于被动,只能等待前部门的物料、开裁、绣花、印花来决定生产的正常运作,而单件流水生产它是处于主动,前工序必须满足生产线,一切为了生产而谋定。前推,不只是流水上的前推,它包括订单、物料供应、产品再加工。后拉,是为了满足客户需求,拉动整过生产与供应链的拉动。
热处理更倾向于薄渗层;以硬度梯度取代碳浓度梯度测定,以得到缓和的碳浓度梯度,改善脆性,提高强度,提升整体质量的作用;采用可控气氛淬火和碳氮共渗的方法进行热处理;采用丙烷气渗碳对链轮进行热处理;减少对转炉的依赖,厚渗层产品经箱式多用炉或气体井式炉替代。利诚滚筒线在企业中有非常广泛的使用,欢迎各企业咨询洽谈。
1、零部件种类繁多、形状各异、装配工艺要求不一。轿车不同零部件的安装对标准工时影响不同,不能一概而论。普通零部件安装通过预定时间标准法 (predetermined time system,PTS)就可以获取相应工时数据,且不需要进行评比;而一些流水线零部件的装配(如密封条、内饰板等)很难用预定标准工时法(PTS)中的一 些基本动作进行描述,主要与产品设计及安装过程相关。因此,面对完全有人完成的动作,预定时间标准法(PTS)也只能有选择的应用,而不是完全适用。
2、产品性质和生产形式上,轿车属于高附加值产品,以流水线方式进行大规模生产,线上单一工位(特别是瓶颈工位)出现的问题都会在整条线内被放大,管理人员重要职责就是维护其稳定性,避免出现放大效应;另一方面,由于产品设计改进和现场改善,作业内容变动较为频繁,这些调整对流水线平衡的影响需要由标准工时进行事先评估,以调整人员数量及其他资源,稳定生产。
3、装配工艺复杂,作业内容繁多。普通轿车一般会有几万个零部件,经过供应商整合部分零部件送到总装厂进行环节的装配,总装车间仍需要完成数千项作业内容,工位数量达上百个。这些作业内容中,从拿取卡子在车上进行紧固到应用工装夹具安装顶棚与发动机等,都需要依赖流水线上工人完成。如果装配工艺进行重新规划或调整,就需要准确的大量作业数据作为决策支持,以使总装作业不脱节、工人不冗余。
4、各类动力工具及工装夹具应用频繁。多数工位都有应用动力工具操作,动力工具主要用来紧固固定件,如螺栓、螺母等;也有其他方面应用,如密封条 平压、打磨等工具,应用频率相对较少。工装夹具用来简化、方便部分零部件的安装和定位,这些零部件重量、体积**出人体承受范围,或者通过工装夹具的协助可 以提高工人的工作效率。动力工具及工装夹具的应用与标准工时制定息息相关,所消耗的作业时间是标准工时的重要组成部分,对此需要进行重点研究。

在单机上实现多功能可方便地扩大使用范围。实现单机多功能必须采用模块化设计,通过功能模块的变换和组合,成为适用于不同包装材料、包装物品、包装要求的不同类型的真空包装机。
http://ahyalong.cn.b2b168.com







